Diseñado para montaje directo de chips IC e interconexión de señales de alta velocidad. Admite de 1 a 20 capas con microvías y trazas/espacios finos de hasta 0,05 mm, perfiles ultrafinos y una disipación térmica excepcional. Del prototipo a la producción en masa en tan solo 7-15 días.
Ventajas principales
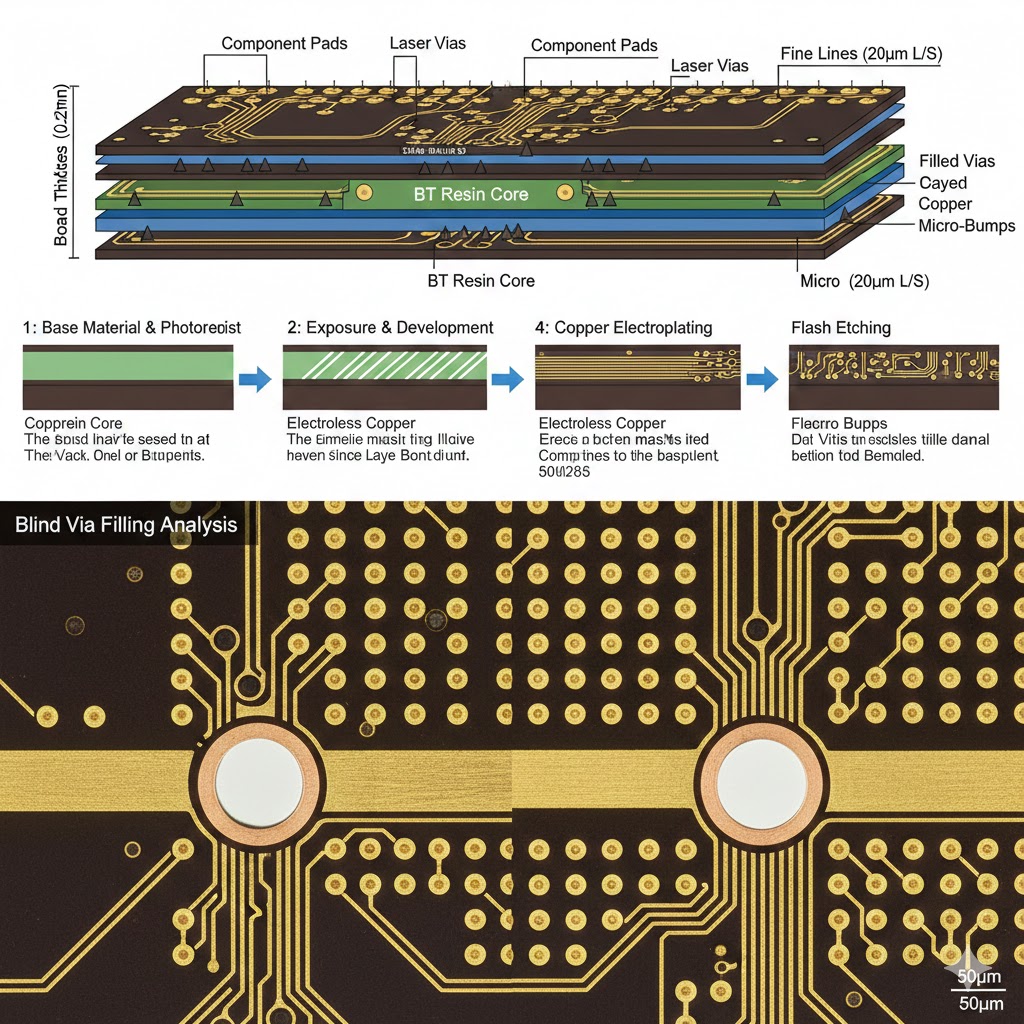
Densidad ultraalta y paso fino
Las microvías y trazas/espacios de hasta 0,05 mm permiten un enrutamiento complejo para el encapsulado avanzado de circuitos integrados. Puente perfecto entre el chip y la PCB principal para una integración máxima.
Integridad de señal superior y rendimiento de alta velocidad
Optimizado para aplicaciones de RF y alta frecuencia con materiales de baja pérdida: ideal para módulos 5G, procesadores de IA y computación de alto rendimiento.
Excelente gestión térmica
Los materiales y diseños avanzados disipan el calor de manera eficiente de los chips que consumen mucha energía, lo que garantiza la confiabilidad en ADAS automotrices, sistemas de baterías de vehículos eléctricos y equipos industriales.
Miniaturización y confiabilidad
Sustratos ultrafinos y ligeros con 19 años de experiencia comprobada en fabricación de alta fiabilidad. Resistentes a entornos extremos para la industria aeroespacial, implantes médicos y dispositivos semiconductores.
Aplicaciones de tendencia
Nuestras soluciones de sustrato de precisión Al servicio de clientes globales en semiconductores y electrónica desde 2007, ofrecemos sustratos de circuitos integrados (CI) personalizados y PCBA llave en mano completos.
Hardware de semiconductores e IA: empaquetado de CPU/GPU, aceleradores de IA, módulos de alto rendimiento
5G y comunicaciones: chips de estaciones base, módulos RF, interconexiones de alta frecuencia
Vehículos automotrices y de nuevas energías: sensores ADAS, circuitos integrados de gestión de energía para vehículos eléctricos, controladores de batería
Electrónica médica: dispositivos implantables, chips de diagnóstico por imágenes, monitorización de pacientes
Control aeroespacial e industrial: aviónica, módulos satelitales, controladores de robots, sistemas de energía
Electrónica de consumo: teléfonos inteligentes, wearables y drones con chips avanzados
Capacidades de fabricación de nuestra fábrica
Shenzhen Benchuang Precision Electronics Co., Ltd.: 19 años dedicados a la fabricación de sustratos de PCB y IC de alta densidad desde 2007. Equipos importados, ingeniería interna completa y servicios de PCBA integrales.
Rango de 1 a 20 capas
Traza/espacio mínimo de 0,05 mm
Perfiles ultrafinos
Compatibilidad con Microvia y HDI
Materiales y procesos
• Sustratos FR-4 de alta Tg / baja pérdida / rellenos de cerámica
• Láminas de cobre recocido laminado
• Diseños compatibles con HDI/RF/Rígido-Flexible
• ENIG / OSP / Oro de inmersión / Acabados superficiales avanzados
Dimensiones y tolerancias
• Tamaño máximo de panel compatible con paquetes de circuitos integrados complejos
• Tolerancia de espesor ±0,03 mm
• Máscara de soldadura precisa y alineación para circuitos integrados de paso fino
• Opciones de refuerzo y vía térmica
Capacidades de servicio
• Prototipado rápido de sustratos de circuitos integrados en 24 horas
• Producción desde lotes pequeños hasta un millón
• PCBA llave en mano en un solo lugar: SMT + THT, BGA/QFN, AOI/ICT/Pruebas funcionales
• Revisión completa de DFM, soporte de diseño y logística global
Proceso de producción: desde el diseño hasta la entrega en tan solo 7-15 días
01 Discusión de requisitos - Confirmación de especificaciones GERBER/IC
02 Prototipado de Ingeniería - 48 Horas Primer Sustrato
03 Validación de muestra: pruebas de señal, térmicas y de confiabilidad
04 Optimización de la producción en masa - Informe DFM gratuito
05 Entrega a tiempo - Seguimiento logístico global
¿Está listo para lanzar su proyecto de sustrato IC?
Contáctenos Correo electrónico: william@bcpcbsz.com. Nuestros ingenieros le responderán con una cotización dentro de 2 horas (días laborables).